Женская одежда
Мужская одежда
Детская одежда
Выкройки
Технологии обработки
Ткани
Меню
Меню
1001 ЗАПОНКА
Онлайн портал про швейную работу, выкройки, подбор тканей, обработку краев и выбор одежды.
Фавориты нового сезона: пальто, костюм и свитер
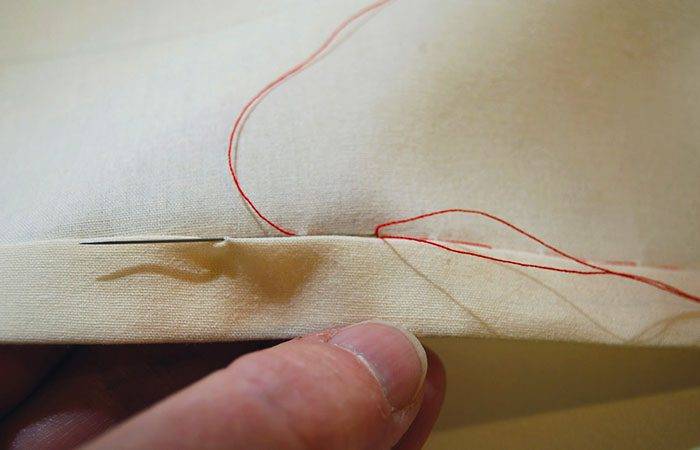
Обработка низа рукава
Как пришить подкладку к платью
Как раскроить ткань с узором
Как вшить молнию в брюки
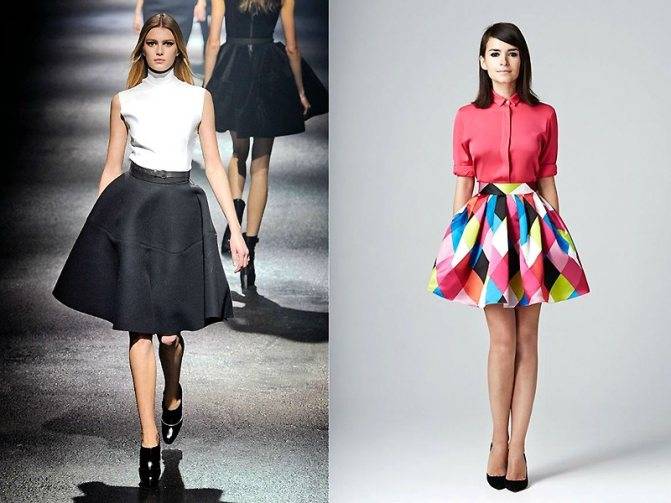
Как выбрать юбку подходящую вашему типу фигуры
27 машинных швов для пошива. Видео-урок
Браслет из бусин и ленты
Декоративные воротники
Фантазийные застроченные складки
Кожаная поясная сумка
Ободок со стразами
Летнее платье-кафтан
Обработка накладных карманов из кожи
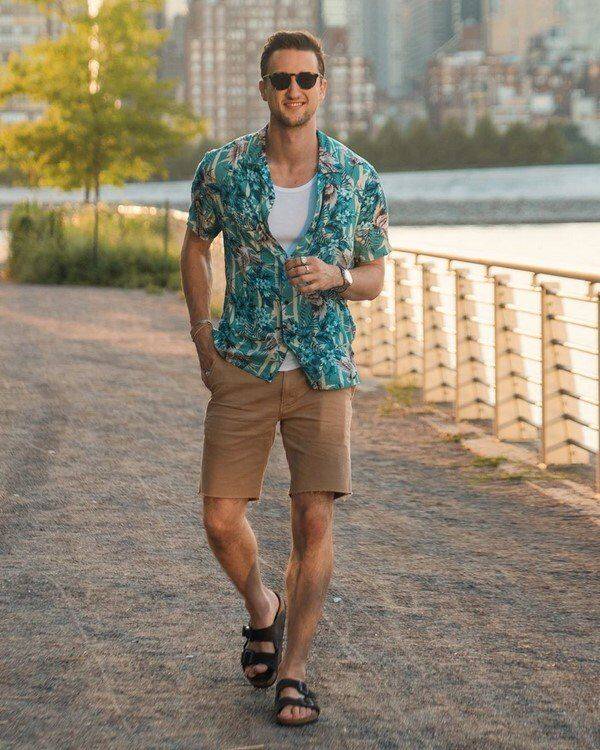
Летние тенденции в мужской одежде
Обработка жакета без подкладки
Мех и кожа: декоративность превыше всего
Одежда в мужском стиле-один из главных трендов осени
Меховый жакет и юбка с разрезами
Особенности пошива изделий из трикотажа
Мини-рукав выкройка
Особенности построения конических юбок
Моделирование воротников-стоек
Капюшон из платка с отделкой мехом
Модные направления в трикотажной одежде
Комплект для сна: футболка и шорты с запахом
Накладные карманы
Кошелек и визитница из кожи
Объемные элементы с наполнителем
Кожа и мех: ориентиры сезона
Объемный цветок из меха
Меню
Женская одежда
Мужская одежда
Детская одежда
Выкройки
Технологии обработки
Ткани
Свежие записи
Жилет из квадратов вязаный крючком: схема, выкройка и пошаговое описание
Вытачки на юбке: куда заутюживать и в какую сторону, рекомендации
Тюльпаны лентами вязанные: схема вышивки, выкройка и пошаговое описание
Сшить рукав бабочка своими руками: выкройка, схемы и описание
Сшить лошадь из фетра своими руками: выкройка, схемы и описание