промокод ламода — Полный список промокодов для магазина Ламода на апрель и май 2024. Выбирайте купон для Lamoda.ru и получайте скидку на свой заказ!



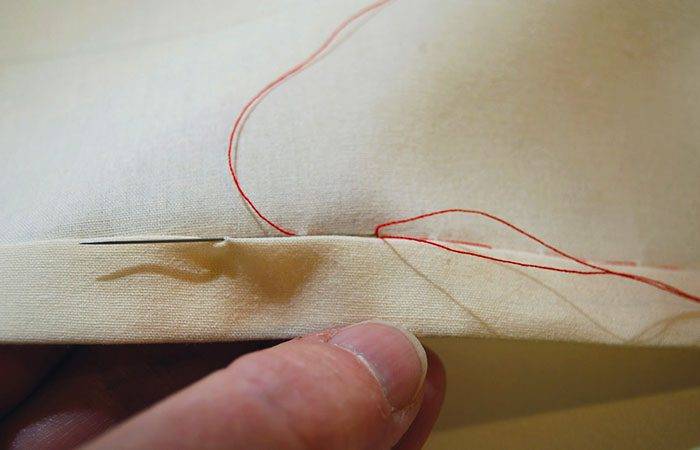
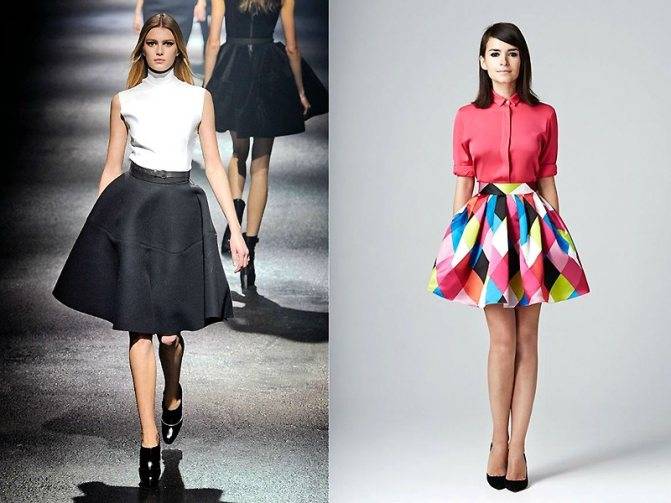
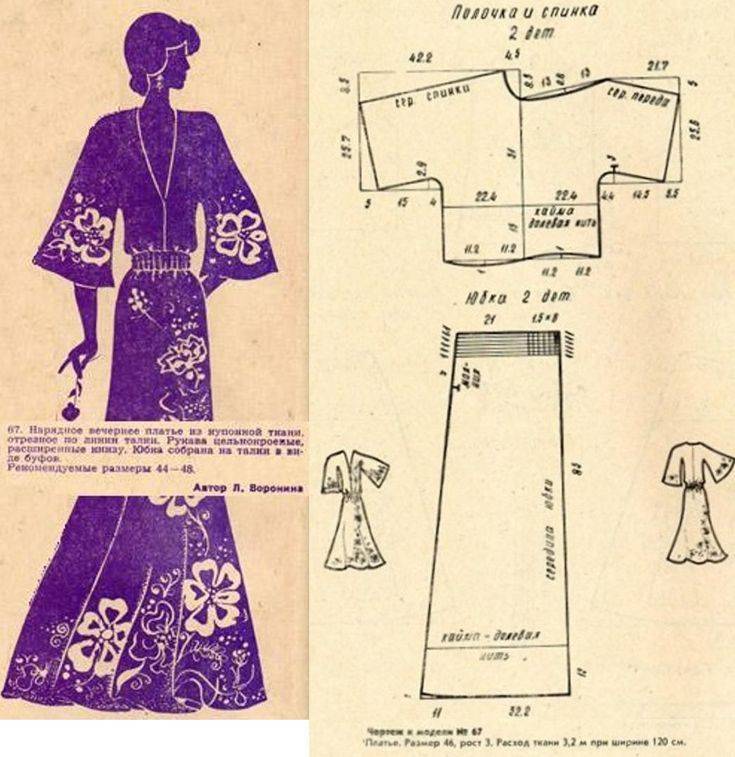
Онлайн портал про швейную работу, выкройки, подбор тканей, обработку краев и выбор одежды.
промокод ламода — Полный список промокодов для магазина Ламода на апрель и май 2024. Выбирайте купон для Lamoda.ru и получайте скидку на свой заказ!